
Во светот на производство на полупроводници со високи влогови, прецизноста не е само цел; таа е валута за опстанок. Како што чиповите се намалуваат на нанометриски размери, машините одговорни за нивно создавање - литографски чекори, скенери за вафли и метролошки алатки - мора да работат со непоколеблива стабилност. Две децении, нашата компанија стои на чело на оваа индустрија, обезбедувајќи ја основната основа за овие чуда на инженерството: висококвалитетни прецизни гранитни компоненти.
Сепак, патувањето на нашето партнерство со водечки глобален производител на полупроводничка опрема (OEM) открива дека нашата вредност се протега подалеку од едноставно снабдување со камен. Тоа е приказна за тоа како длабоката инженерска експертиза и решенијата за материјали по нарачка можат да решат сложени оперативни тесни грла. Оваа студија на случај детално објаснува како соработувавме со овој клиент за да се справиме со критична точка на болка - прекумерно време на калибрација - и постигнавме неверојатни 40% намалување, подобрувајќи го нивниот проток и сигурност.
Предизвикот: Високата цена на отстапување и застој
Нашиот клиент, врвен добавувач на опрема за производство на плочки, се соочи со постојан предизвик со нивната најнова генерација алатки за метрологија со висок проток. Овие машини, дизајнирани да проверуваат плочки за микроскопски дефекти, се потпираа на сложени системи за движење за позиционирање на сензорите со нанометарска точност.
Болна точка: Време на калибрација
И покрај софистицираноста на нивната електроника и софтвер, машините страдаа од „лебдење“. Како што температурата во фабричката средина флуктуираше и машините генерираа внатрешна топлина, структурните рамки на опремата се ширеа и собираа ситно.
И покрај софистицираноста на нивната електроника и софтвер, машините страдаа од „лебдење“. Како што температурата во фабричката средина флуктуираше и машините генерираа внатрешна топлина, структурните рамки на опремата се ширеа и собираа ситно.
- Последица: За да се одржи точноста, машините мораа да извршуваат циклус на „наместување“ или калибрација на секои 4 часа.
- Времетраење: Секој циклус на калибрација траеше приближно 25 минути.
- Влијанието: Во индустрија каде што „целокупната ефикасност на опремата“ (OEE) е крал, губењето на 25 минути од времето за производство на секои 4 часа беше неприфатливо. Тоа резултираше со значителни загуби на пропусност и фрустрирани крајни корисници (леарници за чипови) кои бараа 24/7 време на работа.
Инженерскиот тим на клиентот се сомневаше дека основната причина лежи во структурната стабилност на основата на машината и подвижните портали, кои беа изградени од композитна метална легура. Им беше потребно решение кое нудеше супериорна термичка стабилност без да бара целосно редизајнирање на нивната архитектура за контрола на движењето.
Физиката на проблемот: Зошто металот беше границата
За да разбереме зошто клиентот се соочуваше со овие проблеми со калибрацијата, моравме да ја разгледаме науката за материјалите. Оригиналниот дизајн на опремата користеше заварен челик и леано железо за структурната основа. Иако овие материјали се цврсти, тие имаат два различни недостатоци во апликациите со висока прецизност:
- Висок коефициент на термичка експанзија: Челикот се шири приближно двојно повеќе од гранитот при иста промена на температурата. Дури и поместување од 1°C во чистата просторија може да предизвика металната рамка да се искриви доволно за да се наруши усогласувањето на машината, што предизвикува потреба од рекалибрација.
- Внатрешен стрес: Заварените конструкции содржат преостанати стресови од процесот на изработка. Со текот на времето, овие стресови се ослободуваат сами од себе, предизвикувајќи рамката малку да се „ползи“ или искриви, што дополнително придонесува за грешки во усогласувањето.
На клиентот му беше потребен материјал кој е термички инертен, димензионално стабилен и способен да ги апсорбира вибрациите генерирани од брзите мотори. Им беа потребни прецизни гранитни компоненти.
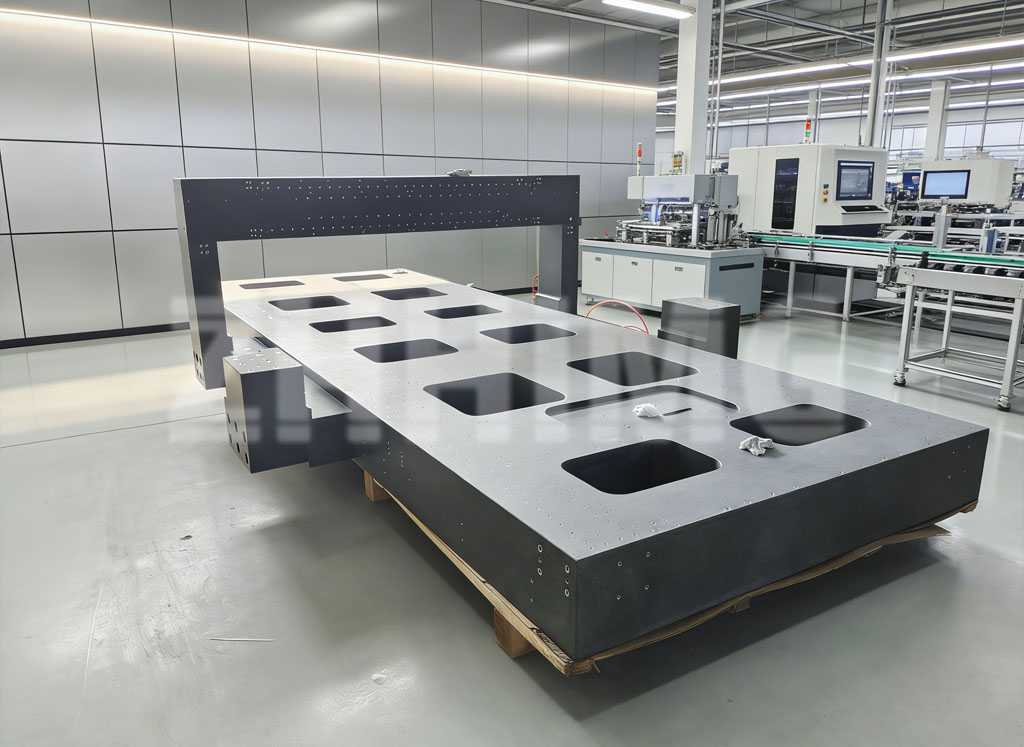
Решението: Гранитна архитектура по нарачка
Користејќи го нашето 20-годишно искуство во индустријата, нашиот инженерски тим предложи сеопфатно реновирање и редизајнирање на структурното јадро на машината. Ние не испорачавме само еден блок од камен; ние конструиравме систем.
Избор на материјал: Гранит „Црна галаксија“
Избравме природен гранит од премиум класа, специјално избран поради неговата финозрнеста структура и висока густина. Овој материјал нудеше:
Избравме природен гранит од премиум класа, специјално избран поради неговата финозрнеста структура и висока густина. Овој материјал нудеше:
- Ниска термичка експанзија: Приближно 5,4 × 10⁻⁶/°C, значително пониска од челикот.
- Висок капацитет на амортизација: Гранитот апсорбира вибрации 10 пати подобро од леаното железо, осигурувајќи дека бучавата од моторот нема да се меша со чувствителните мерења.
Дизајнерска иновација: Геометрија „без стрес“
Еден од најголемите ризици при користење на гранит е тежината и тешкотијата при обработка. Нашиот тим користеше напредно CAD моделирање за да ја оптимизира геометријата на основата. Дизајниравме внатрешни ребрести структури кои ја максимизираа цврстината, а ја минимизираа масата.
Еден од најголемите ризици при користење на гранит е тежината и тешкотијата при обработка. Нашиот тим користеше напредно CAD моделирање за да ја оптимизира геометријата на основата. Дизајниравме внатрешни ребрести структури кои ја максимизираа цврстината, а ја минимизираа масата.
Понатаму, имплементиравме дизајн на „кинематско спојување“. Наместо гранитот да го завртуваме директно на челичната шасија (што би го пренело напрегањето), користевме систем за монтирање со три точки со прилагодливи нивелирачки плочки. Ова осигуруваше дека гранитот останува во состојба на чиста рамнотежа, ослободен од надворешни сили што би можеле да предизвикаат дисторзија.
Процесот на производство
Создавањето на овие компоненти бараше производствени капацитети на микронско ниво:
Создавањето на овие компоненти бараше производствени капацитети на микронско ниво:
- CNC прецизна обработка: Користевме алатки со дијамантски врв за обработка на гранитот со толеранција од ± 5 микрони.
- Лакирање и полирање: Водилките, каде што ќе се движат линеарните мотори, беа рачно лакирани за да се постигне површинска завршна обработка помала од 0,5 микрони Ra. Оваа ултра мазна површина го намали триењето и феноменот на лизгање при лепење, дополнително подобрувајќи ја стабилноста на движењето.
Имплементација: Од прототип до производство
Транзицијата беше фазна за да се минимизира ризикот. Прво испорачавме сет прототипни гранитни бази за објектот за истражување и развој на клиентот.
Фаза 1: Валидација
Клиентот ја инсталираше гранитната основа во тест единица. Резултатите беа веднаш видливи. Термичкото поместување беше намалено за над 60% во споредба со челичната основна линија. Машината ја задржа својата положба значително подолги периоди.
Клиентот ја инсталираше гранитната основа во тест единица. Резултатите беа веднаш видливи. Термичкото поместување беше намалено за над 60% во споредба со челичната основна линија. Машината ја задржа својата положба значително подолги периоди.
Фаза 2: Интеграција
Откако материјалот беше валидиран, работевме со нивниот софтверски тим за да ги прилагодиме алгоритмите за компензација на машината. Бидејќи гранитната основа беше толку стабилна, софтверот повеќе не требаше да применува агресивни фактори на корекција, кои претходно беа извор на задоцнување во пресметувањето.
Откако материјалот беше валидиран, работевме со нивниот софтверски тим за да ги прилагодиме алгоритмите за компензација на машината. Бидејќи гранитната основа беше толку стабилна, софтверот повеќе не требаше да применува агресивни фактори на корекција, кои претходно беа извор на задоцнување во пресметувањето.
Фаза 3: Целосно распоредување
Воспоставивме наменска производствена линија за снабдување на гранитни компоненти за нивните единици за масовно производство. Нашата контрола на квалитетот обезбеди дека секоја испорачана база е идентична, овозможувајќи му на производителот на оригинална опрема (OEM) да го зголеми своето производство без отстапувања.
Воспоставивме наменска производствена линија за снабдување на гранитни компоненти за нивните единици за масовно производство. Нашата контрола на квалитетот обезбеди дека секоја испорачана база е идентична, овозможувајќи му на производителот на оригинална опрема (OEM) да го зголеми своето производство без отстапувања.
Резултатите: Намалување на времето за калибрација за 40%
По шест месеци теренска работа во фабриките на клиентите, податоците го потврдија успехот на проектот. Преминот на прецизни гранитни компоненти донесе квантификувани, високо влијателни резултати.
Квантитативни подобрувања
| Метрика | Претходно (челична основа) | Ново (гранитна основа) | Подобрување |
|---|---|---|---|
| Фреквенција на калибрација | На секои 4 часа | На секои 8 часа | 50% поретко |
| Времетраење на калибрацијата | 25 минути | 15 минути | 40% побрзо |
| Време на работа на машината | 92% | 96,5% | +4,5% достапност |
| Проток | 100 вафли/час | 104 вафли/час | +4% излез |
Распределбата „40%“
Главното достигнување - намалување од 40% на времето за калибрација - беше постигнато преку два механизма:
Главното достигнување - намалување од 40% на времето за калибрација - беше постигнато преку два механизма:
- Побрзо време на стврднување: Бидејќи гранитот ги пригушува вибрациите толку ефикасно, сензорите можеа да се стабилизираат и да земаат мерења многу побрзо за време на рутината на калибрација. Машината не мораше да „чека“ вибрациите да се намалат.
- Намалени итерации: Челичните бази честопати бараа повеќекратни калибрациски поминувања за да се конвергираат на точно порамнување поради термичкото поместување за време на процесот. Гранитната основа беше доволно стабилна за калибрацијата да биде успешна уште при првото поминување.
Квалитативни придобивки
Освен суровите бројки, клиентот пријави значајни секундарни придобивки:
Освен суровите бројки, клиентот пријави значајни секундарни придобивки:
- Подобрен принос: Стабилноста на гранитот го намали шумот при мерење, овозможувајќи откривање на помали дефекти, што го подобри вкупниот принос за производителите на чипови.
- Пониско одржување: Гранитот не 'рѓосува ниту кородира. Клиентот забележа намалување на повиците за одржување поврзани со корозија на основата или структурно искривување.
- Задоволство на клиентите: Крајните корисници (фабричките производители) пријавија поголема сигурност, зајакнувајќи го угледот на OEM на пазарот.
Заклучок: Стратешката вредност на прецизниот гранит
Оваа студија на случај покажува дека калибрацијата на полупроводничка опрема не е само софтверски предизвик; таа е структурен. Со справување со основната причина за нестабилност - основниот материјал на машината - успеавме да отклучиме подобрувања во перформансите што софтверот сам не може да ги постигне.
Веќе 20 години им помагаме на производителите да ги поместуваат границите на она што е можно. Со испорака на прецизни гранитни компоненти кои служат како врвна основа за движење и мерење, им овозможуваме на нашите клиенти да постигнат поголеми брзини, построги толеранции и поголема ефикасност.
Време на објавување: 20 април 2026 година